How to Use a Scoring System When Performing a Risk Assessment
Brian Haury, PE,
Senior Manager
In industrial facilities, safety risks may exist that can result in equipment damage and injuries. That’s why a careful risk assessment of machines and related equipment is necessary to ensure operational safety, and to identify ways to mitigate or eliminate those risks.
A risk assessment begins with a team of five to eight experts that consider every “task-hazard pair” to evaluate the type of hazard for every human task or mechanical operation. They then rate the severity of harm from each risk, and the likelihood that it will happen. Based on this information, various mitigation techniques are considered to reduce each unacceptable risk.
Here are two simple examples of risk mitigation. A risk analysis of a machine with exposed moving parts might recommend two-handed control to reduce the probability of touching moving parts during operation. For another machine that has a robotic arm with a wide swing, the risk analysis might recommend installing a physical barrier to prevent workers from walking into the path of the arm.
Selecting a Scoring System
The team must first select a scoring system to help identify the most serious hazards. Various safety standards like ANSI B11 for machines or ANSI RIA TR R15.306 for robotics provide differing scoring systems. Some companies even create their own system based on what they feel is appropriate. Each scoring system has its own strengths and weaknesses.
However, the end result is usually the same. If the risk assessment team understands the different roles of each scoring system and how to score the task-hazard pairs, the items with an unacceptable amount of risk will be identified.
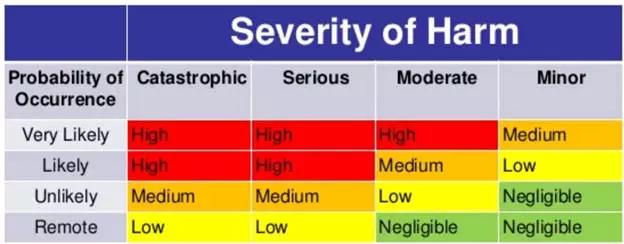
ANSI B11 is commonly used as the risk scoring method for a machine. In this scoring system, a risk assessment matrix ranks two items, the probability of occurrence of harm and the severity of that harm. The scoring table is shown below.
ANSI B11.0.TR3 Risk Assessment Matrix
Another scoring system often used is provided in ISO 13849, which is designed to identify the performance level or dependability of a machine’s control system. That scoring method is best used when a safety control system is needed to reduce risk, and will be discussed later in this article.
A Four-Phase Risk Assessment Process Using the Scoring Systems
A typical risk assessment process is described below and highlights where each scoring system is used.
Phase 1: Initial Assessment. The first phase identifies all of the task-hazard pairs on a machine without any safety or protective measures. The ANSI B11 scoring system is used to identify the probability of occurrence of harm for each task, and the corresponding severity.
Phase 2: Risk Mitigation Techniques. This phase identifies risk reduction methods that are available. If there is still an opportunity to introduce changes in the design of the machine or process to eliminate the risk, that is a preferred method. Another common method is adding fixed guarding (guarding that requires tools for removal) to prevent access to the risk.
If redesign or guarding is not an option, the next preferred method would be to introduce engineering controls (light curtains, two hand control, barriers, proximity switches, guard-locking sensors) that would work easily for operators and maintenance personnel. But if safety controls like these can’t be used or are insufficient, then other risk reduction methods may be required. These methods include awareness devices (signs, sirens, flashing lights, etc.), training and procedures (SOP’s, training, supervision) and personal protective equipment (PPE).
Phase 3: Final Assessment. It’s important to circle back and use the ANSI B11 scoring systemonce again on the pairings that required a risk reduction technique, and re-assess the remaining risk. Assuming that all risk reduction methods are applied properly, the result is usually that the risk is now at an acceptable level, and the process for that pairing is complete. If the risk remains unacceptable, consider additional design, process controls, or awareness methods, and perform another reassessment.
This is an important step to verify that the proposed solution really solves the problem. For example, to reduce the risk of the robotic arm mentioned earlier a light curtain (an array of sensors) can be installed that would detect when a person passes through it. While a light curtain can be a great way to mitigate this type of risk, it is possible for the curtain to be installed too close to the path of the arm to provide enough protection for workers accidently passing through it. If the plant had performed a final analysis, the proper clearance needed for this solution would have been identified before installation.
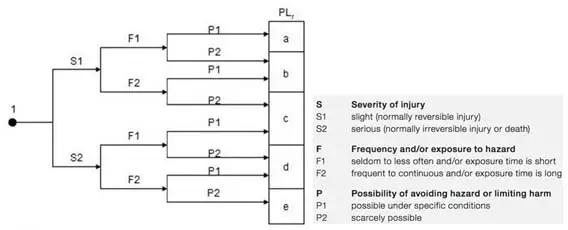
Phase 4: Controls and ISO 13849 Assessment. If controls are required to reduce the risk of a task-hazard pair to an acceptable level, it’s necessary to use the ISO 13849 scoring system (shown below) to determine the severity, frequency, and probability of the risk. Then the team can identify the required performance level (PLr) that needs to be in place to achieve the appropriate level of safety.
For example, if the severity of injury is serious (S2), the frequency is seldom (F1), and possibility of avoiding hazard is possible (P1), then the required performance level for the control system is PLc. (The kind of systems that can meet this requirement is the subject for another article.)
ISO 13849-1:2015 Risk Scoring System for Control Systems
Understanding and using the correct scoring system on a task-based risk assessment is no different than any other job where the correct tools are required. If used correctly, the ANSI B11 table for risk scoring of a machine, and the ISO 13849 chart for risk scoring of a control system, can help identify hazards and increase machine safety in any industrial environment.
Matrix Technologies is one of the largest independent process design, industrial automation, engineering, and manufacturing operations management companies in North America. To learn more about our risk assessment and industrial safety services, contact Carl Bohman, PE, FS Senior Project Engineer (TUV Rheinland).